
Высокопроизводительный вертикальный обрабатывающий центр с С-образной рамой
- Цельная литая система перемещения
- чугунная шпиндельная бабка
- устойчивый рабочий стол больших размеров
- сверхбыстрое перемещение 24м/мин по осям X и Y( BM 850 ~1460 )
- расширенная ось Y с 4 направляющими

| Parameter | Unit |
| Ход оси Х | мм |
| Ход оси Y | мм |
| Ход оси Z | мм |
| размеры стола | мм |
| Макс.усилие на рабочий стол | кг |
| обороты шпинделя | об/мин |
| конусность шпинделя | |
| двигатель шпинделя | кВт |
| T-slot | мм |
| максимальный диаметр инструмента | мм |
| длина инструмента | мм |
| вес инструмента | кг |
| скорость смены инструмента | сек |
| система охлаждающего резервуара | л |
| вес станка | кг |
BM-850 850 600 600 1050x600 850 65-1500 BT 40 11 18X5 110/200 300 15 7 265 6500
Интеллект ЧУ
Система улучшения программы Console I от AWEA обеспечивает легкий в использовании интерфейс, информацию о состоянии станка в режиме реального времени и диалоговые функции. Не только облегчает сложные рабочие процессы, но и увеличивает возможности обработки.


Отображение состояния нескольких функций
- Информация по обработке в режиме реального времени
- Список инструментов
- Измерение заготовки
- Иллюстрация кода М
- Функция ПЛК
- Калькулятор
- Параметры оптимизации ЧПУ (опционально)
- Тепловая компенсация шпинделя (опционально)

Исправление неполадок
Во время активации сигнала тревоги, программа афиширует причину неисправности и процедуру для решения проблемы. Пользователи могут за короткое время исправить небольшие неполадки и уменьшить время простоя оборудования.
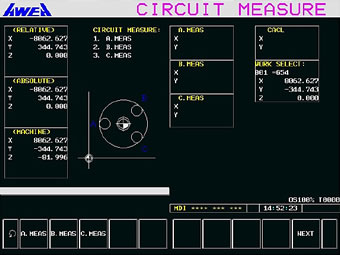
Измерение круговых заготовок
Программа измерения круговых заготовок рассчитывает центр координат заготовки, измеряя координаты пунктов А, В и С.
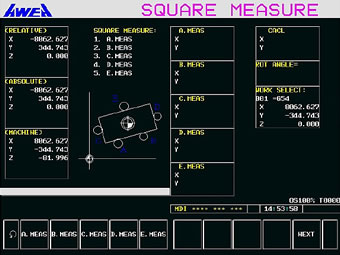
Измерение прямоугольных заготовок
Программа измеряет центр координат и угол наклона заготовки, проводя измерение пунктов A, B, C, D и E; измеренный центр координат может быть введен в программу координат обрабатываемой заготовки.
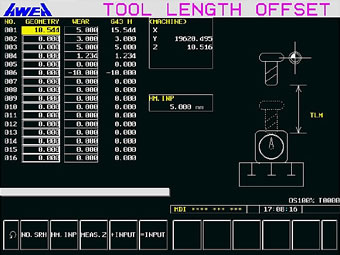
Ручное измерение длины инструмента
После ручного измерения длины инструмента, контроллер автоматически вычисляет позицию верхней части инструмента и вносит данные в таблицу показателей длины инструмента.
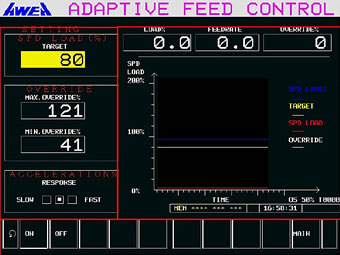
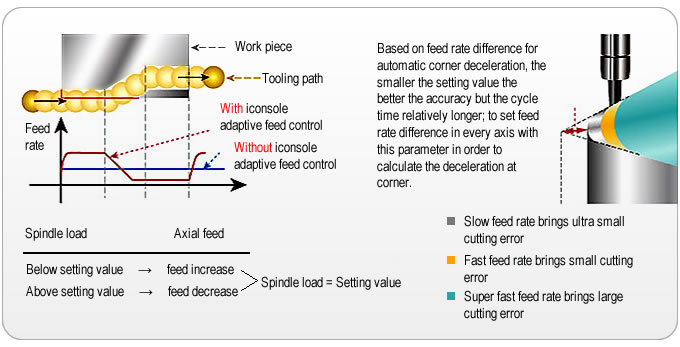
Адаптивное управление подачей
Адаптивное управление подачей следит в режиме реального времени за нагрузкой на шпиндель для контроля осевой подачи, увеличивая срок службы инструмента, уменьшает время обработки и определяет возможные неполадки.
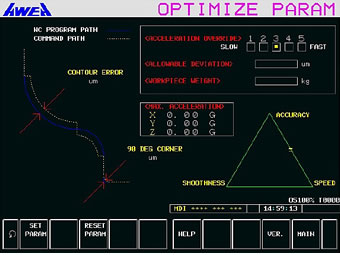
Оптимизация параметров ЧПУ
От черновой до чистовой обработки, оператор имеет возможность выбора способов резания, в зависимости от условий, затем устанавливает допустимую погрешность и массу заготовки для получения оптимальных параметров.
ВЫСОКОПРОИЗВОДИТЕЛЬНЫЙ ШПИНДЕЛЬ
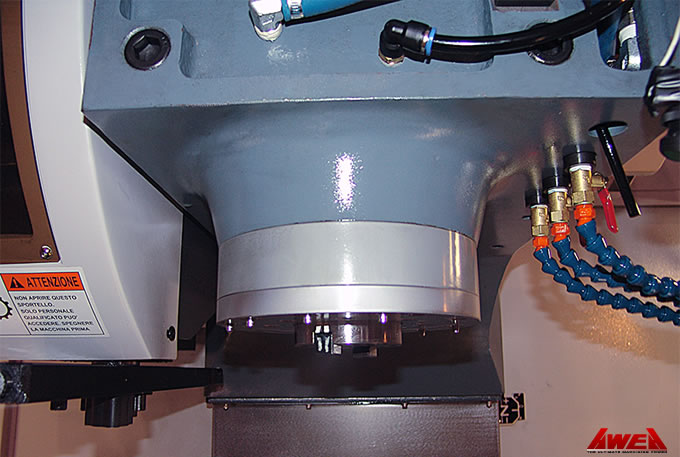
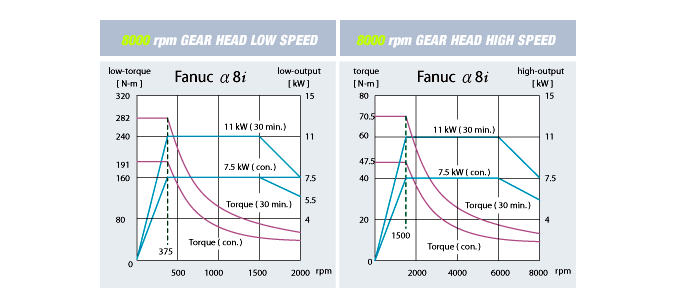
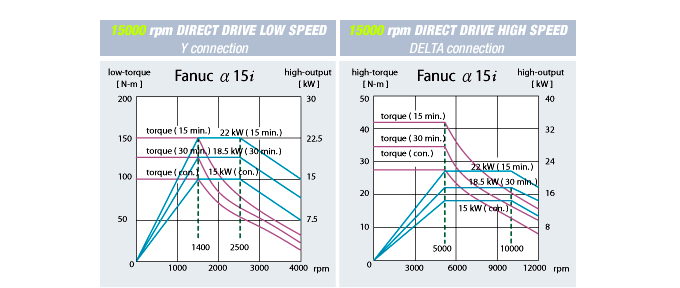
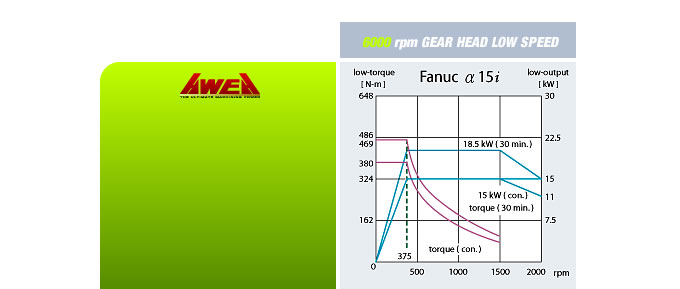
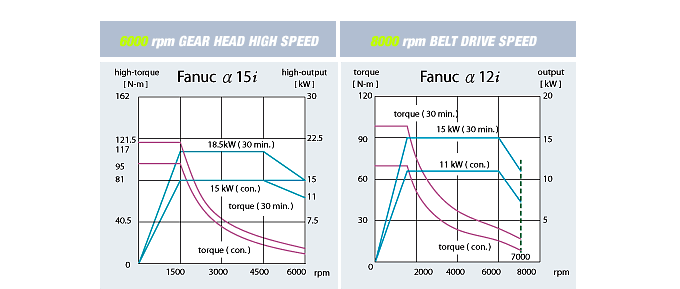
AWEA предлагает широкую гамму обрабатывающих центров и разные конфигурации мотор-шпиндель для удовлетворения ваших потребностей. Можем предложить шпиндели с ременным и прямым приводом, шпиндели с коробкой передач. Также предлагаем мощные двигатели для обеспечения высокой производительности нашим станкам.

Шпиндели собираются на собственном заводе AWEA в условиях максимальной чистоты для устранения проблем, вызванных примесей в окружающей среде.

Шпиндели с коробкой передач производятся на нашем заводе.

После сборки шпиндельные бабки изолируются, разбираются и тестируются на испытательных стендах для обеспечения уровня вибраций, шума и температуры согласно спецификаций.
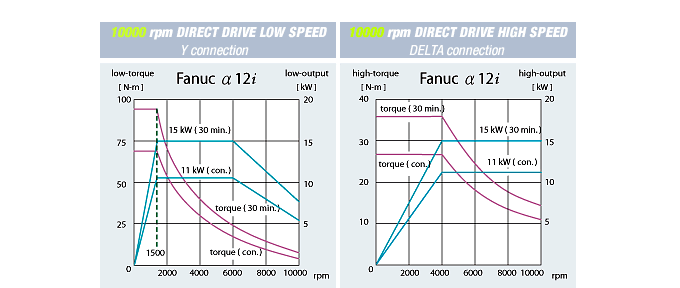
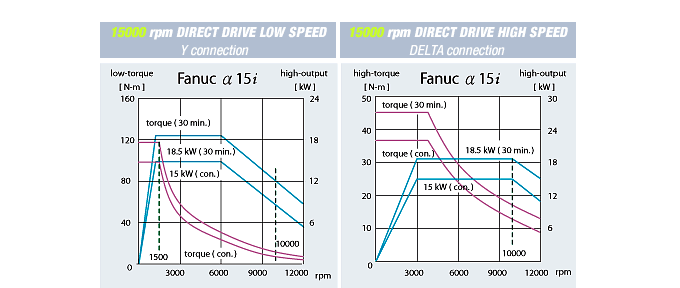
ВЫСОКОТОЧНЫЙ ШПИНДЕЛЬ С ПРЯМЫМ ПРИВОДОМ

Конус 40, частота вращения 10,000 / 12,000 / 15,000 об/мин, шпиндель с прямым приводом. Шпиндель с прямым приводом обеспечивает высокую жесткость( 16 kgf / μm axial / radial ), высокую динамическую точность(1.2 μm ), низкий уровень шума(открытыя дверь: 72dB / закрытыя дверь: 63 dB), минимальные вибрации( 2μm ) и минимальные тепловые деформации( ось Z непрерывно @ 32μm в течении 30 мин).


Применяя Метод Конечных Элементов (Finite Element Method – FEM), усилительные ребра жесткости оптимально распределены в структуре цельнолитой станины. Вместе с супер-широкой Y-образной колонной, механическая жесткость была увеличена более чем на 45% по сравнению с обычной конструкцией. Серия BM способна выполнять тяжелую обработку и поддерживать высокую точность долгий срок. Более высокая жесткость также продлевает срок службы инструмента.
Ребра жесткости колонны

Станина и другие литые части исполнены из высококачественного чугуна F30 (промышленный стандарт FC 20~25) и сохраняют точность оборудования на долгий срок. Чугун класса FC30 выдерживает высокие нагрузки и снижает вибрацию до минимума.
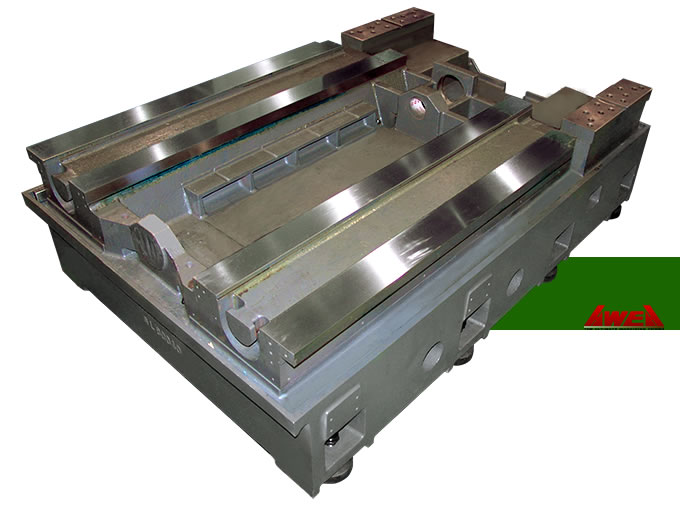
Станина с низко расположенным центром тяжести имеет 4 широких направляющих для оси Y, в соотношении минимум 1:1 для соответствия длине оси Х. Направляющие обеспечивают полную поддержку поперечного суппорта оси Х .

Жесткость стола увеличена благодаря структуры с усилительными ребрами.
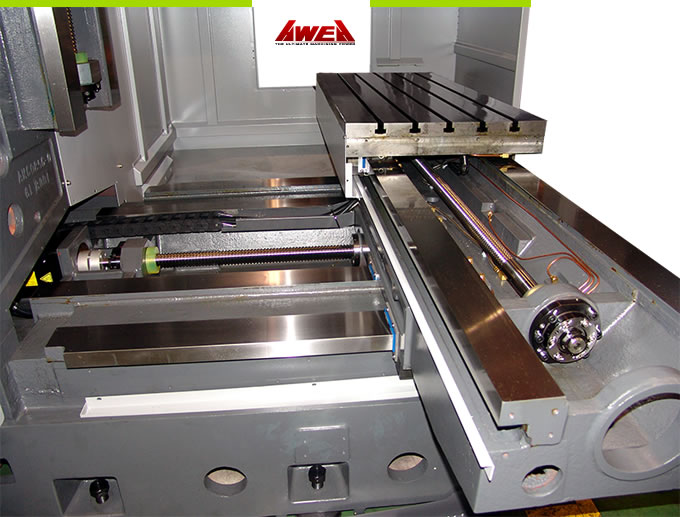
Закаленные и шлифованые ШВП класса C3 обеспечивают самую высокую жесткость и точность, а предварительное натяжение по всем осям снижает тепловую деформацию.
Сверх широкие закаленные направляющие отлитые непосредственно на станине и суппортах. Они с высокой точностью отшлифованы и широко расставлены для максимальной прочности. Поверхность суппорта покрыта Турситом(Turcite), который обеспечивают низкий фрикционный коэффициент, снижает износ сохраняет точность на долгий срок. Конструкция направляющих обеспечивает нужную жесткость для тяжелых режимах резания.

56 точек опоры всех суппортов, колонны и ШВП со станиной шабрированы для обеспечения максимальной точности сборки, жесткости и распределении нагрузки. Повышается возможности обработки в тяжелых режимов резания и точность обработки.
Строгий контроль точности шарико-винтовой пары

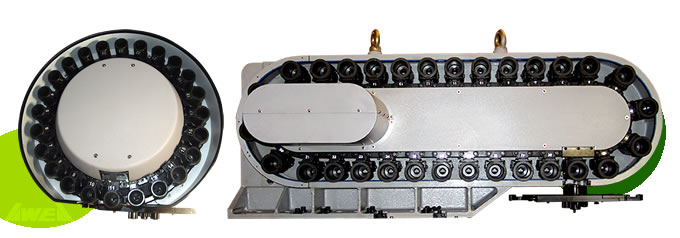
40-Taper machines have optional 24 / 30 / 32 / 40 tool swing-arm ATCs, 50-Taper machines have optional 24 / 30 / 40 tool swing-arm ATCs.
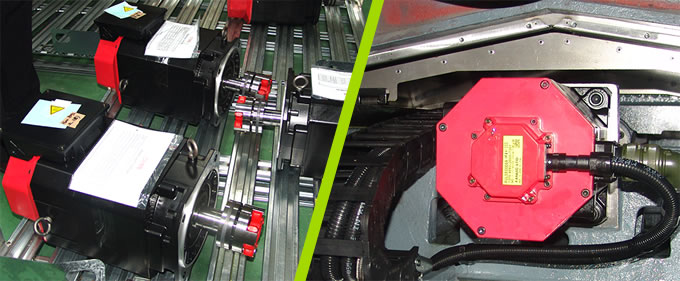
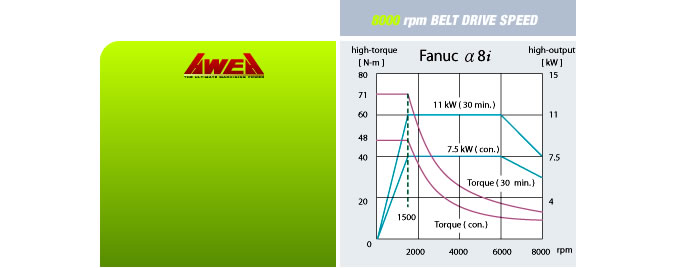
Все серводвигатели и шпиндель, в том числе привода имеют от Fanuc alpha i серии для обеспечения высокой точности и производительности. Привод осей X, Y и Z при помощи серводвигателей серии Fanuc alpha i, обеспечивая высокий крутящий момент с высоким показателем ускорения/торможения.








{kind=link}